





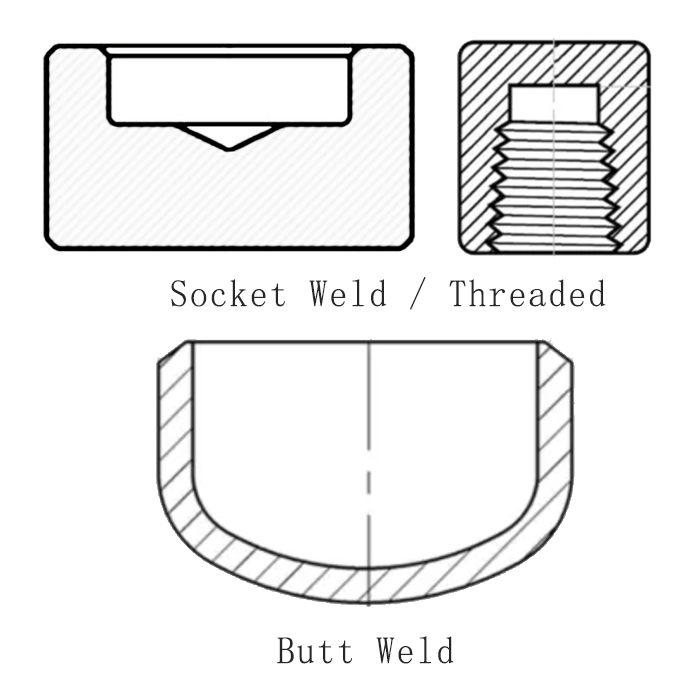
Cap is also called Plug, it usually welded to the pipe end or mounted on the external thread of the pipe end to cover the pipe fittings. Materials Carbon steel, Stainless steel or Alloy steel cap, following standard ASME B16.9
|
Name
|
Detail
|
|---|---|
|
1/2”, 1”, 2”, 3”, 4”, 6”, 8”, 10”, 12”, 16”, 20” to 48”. (DN15-DN1200)
|
|
|
Thickness: SCH 10, SCH 40, SCH 80
|
|
|
1/2” - up to 4” for Socket Weld & Threaded. Pressure Ratings: 3000#, 6000#, 9000#
|
|
|
Type
|
Butt Weld, Socket Weld, Threaded / Screwed
|
|
Standard
|
ASME B16.9, DIN2615, JIS B2312, ASME B16.11
|
|
Material:
|
Carbon Steel --- ASTM A234, MSS SP-75
|
|
Stainless Steel --- ASTM 403 304/304L, 316/316L,316Ti,321,317L,310S
|
|
|
Alloy Steel --- ASTM 234 WP 1/5/9/11/12/22/91
|
|
|
Surface Coatings
|
Black Painted, Varnished, Epoxy Coated, Galvanized
|
|
Brand
|
VALCON (China), Benkan ( Japan / Thailand ) , TK ( Korea ) , Mega (Italy) , BKL (Japan / Thailand) , Erne ( Austria / Europe ) , ASK ( Japan / Thailand ), BW ( Taiwan ), Ulma ( Spain ) , JD ( Italy ) , TechnoForge ( Italy ), Viar ( Italy ) , Delcorte ( Italy )
|
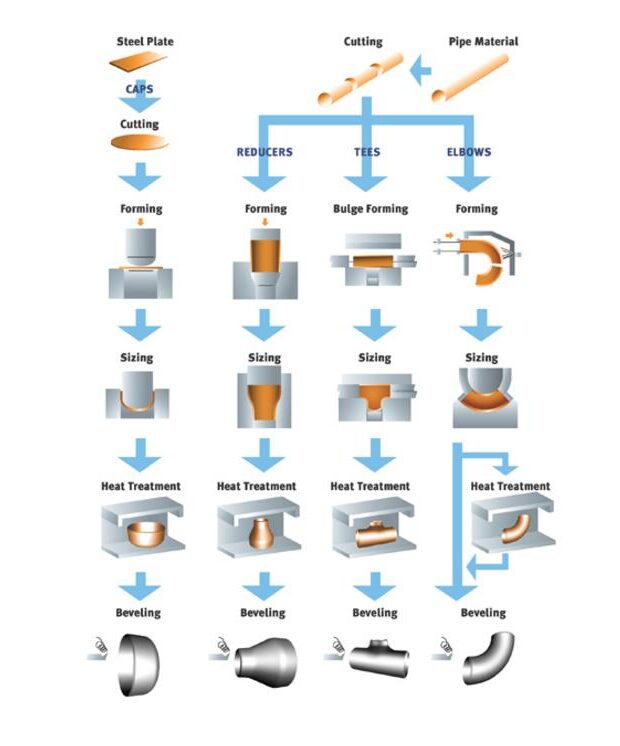
Buttweld Cap manufacturing process
One of the most common manufacturing methods for caps, where plate is cut out in a circle and formed by deep drawing.
Deep drawing is the manufacturing process of forming sheet metal stock, called blanks, into geometrical or irregular shapes that are more than half their diameters in depth. Deep drawing involves stretching the metal blank around a plug and then moving it into a moulding cutter called a die.
A drawing press can be used for forming sheet metal into different shapes and the finished shape depends on the final position that the blanks are pushed down in. The metal used in deep drawing must be malleable as well as resistant to stress and tension damage.
The two principal reasons for perform metal forming at elevated temperatures (hot working) are to reduce the forming loads through the reduction of the resistance of the steel to deformation, and to develop preferred metallurgical structures for strength and ductility of the finish products.
The most appropriate manufacturing method of a product will be decided with consideration of its material, sizes, shape, use, standards and other properties.

Products
Projects
Contact Us
pipvalcon@gmail.com info@pipvalcon.co.id
Jl. Pangeran Jayakarta No.66, RT.8/RW.9, Mangga Dua Selatan, Kecamatan Sawah Besar, Kota Jakarta Pusat, Daerah Khusus Ibukota Jakarta 10730
+62 21 2268-8008
+62 21 2268-6008
+62 21 2268-6005
Copyright 2026 pipvalcon.co.id. All Rights Reserved.
{kind=link}